12. August, 2024delish0

The quality of the film after slitting is closely related to the process parameters set during the slitting process. So, what are the possible quality defects after film slitting and what are the main reasons for them? The influence of the slitting process on the quality of film slitting, the quality of film slitting is closely related to the process parameters set in the slitting process.
From the point of view of slitting equipment, the advanced slitting machine must have high-precision tension, pressure setting, tension, pressure change, speed adjustment, tension of each station during operation, pressure adjustment and mother roll swing and other functions. When slitting, the slitting process parameters should be set and adjusted regularly according to the changes in the film slitting width, film thickness, film material and slitting diameter. Otherwise, although it is possible to produce a high-quality stretch film, the final result is a poor product by slitting.
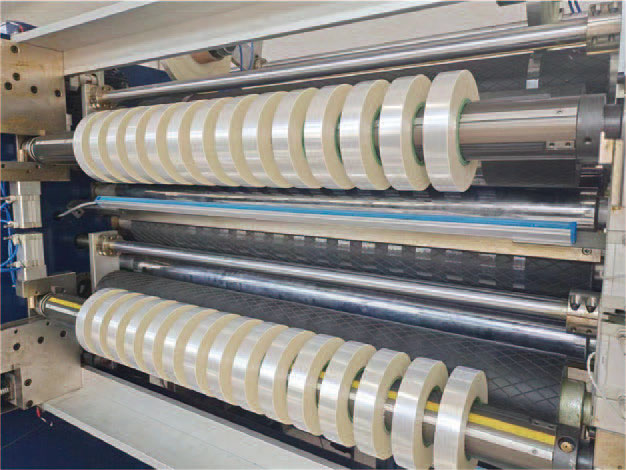
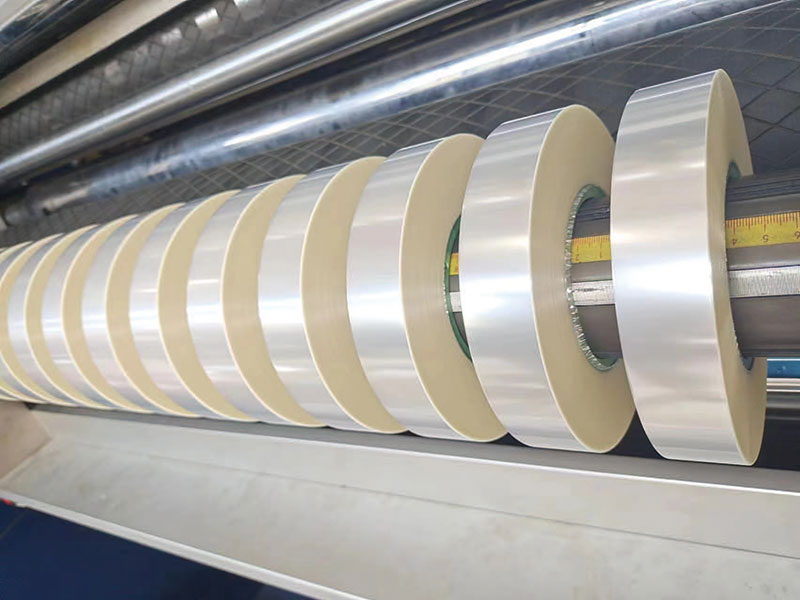
The quality of the slitting film is usually tested by the appearance quality of the product after slitting. The quality defects in the appearance of the product during slitting and the main reasons for their occurrence are as follows:
1. Longitudinal stripes (longitudinal wrinkles): the angle of the flattening roller (rubber roller) of the slitting machine is incorrect; Large film thickness tolerances; Excessive tension between winding and unwinding; There are obvious wrinkles on the mother roll on the winder; The film is not well attached to the paper core.
2. There are hard lumps and pittings on the surface of the product: the contact pressure is large; Inappropriate formulation of raw materials; Large film thickness tolerances (often in thicker areas); The cutter is not sharp, and the dust falls into the membrane; Poor sanitation and dust; The film has high static electricity; The surface of the paper core is uneven.
3. The end face of the product is misaligned: the tension of winding and unwinding is small; Low contact pressure; Unbalanced rewinding arm; The coefficient of friction on the surface of the film is small; The slitting speed is too fast; The parent roll is swimming too fast.
4. Star-shaped folds appear on the end face: the star-shaped folds caused by tight inside and loose outside are caused by improper control of tension attenuation during slitting; Star folds caused by internal tightness and external tightness are caused by tension attenuation, improper control of pressure changes, or changes in thickness tolerances.
5. The surface hardness deviation of the slitting product is large: the thickness of the film is uneven; paper core bending; The contact roll pressure is unbalanced.
6. Warping: the cutter is not sharp; high contact pressure; Large unwinding tension; The wrong type of cutter is chosen.

 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Auto Paper Core Cutter
Auto Paper Core Cutter Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2 Aluminum Foil Slitting Machine
Aluminum Foil Slitting Machine






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291