Introduction to the principle of film winding TNT

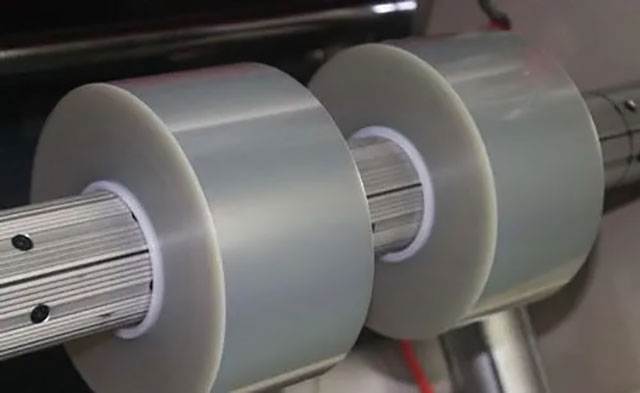
The principle of TNT film winding is a summary of the regularity of coupling tension, pressure and torque to achieve the optimal winding effect. According to the physical properties of different film materials, TNT is adjusted and controlled, and finally the finished film roll with suitable hardness and no defects is obtained. Tension (T) refers to the tension of the film material, N (pressure) refers to the pressure exerted by the pressure roller on the winding film, and T (torque) refers to the torque generated by the center drive.
The principle of film winding tension
Film winding tension is of great significance in the TNT principle, and the hardness of the coil can be controlled when winding some elastic film materials. The amount of tension in the winding is generally empirical, and a greater tension means that more tensile force is applied to the material, and the winding material will eventually become harder. However, the tension of the film can depend on the nature and thickness of the material itself, and the tension value must be maintained at the elastic limit at which the material is allowed to stretch, generally between 10% and 25%. When we rely on tension to control the hardness of the reel, the rewinding tension will decrease smoothly with the increase of the reel diameter, and the reduction range is generally between 0 and 50%. Slow and steady tension reduction can reduce problems such as protrusions, star-shapes, and deformation at the end of the finished film.
The principle of film winding pressure
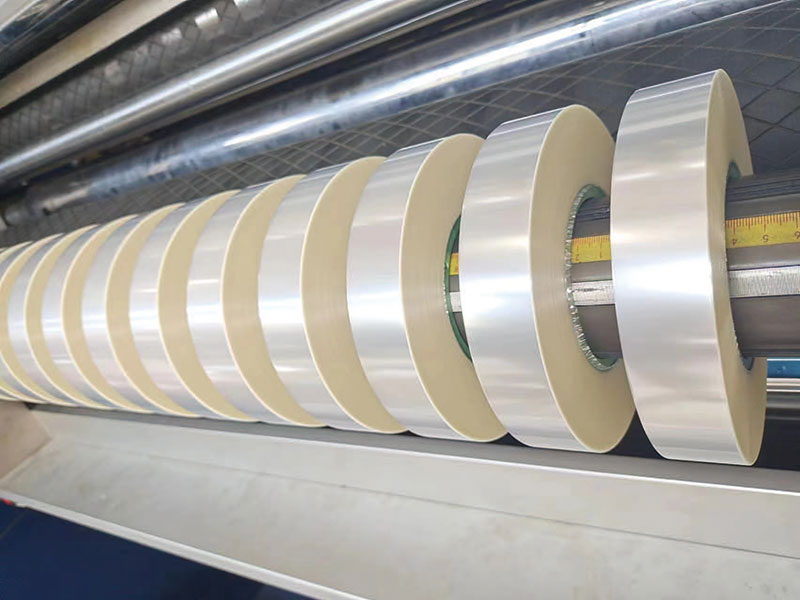
When winding inelastic film materials, the moving roll pressure is of great significance in controlling the hardness of the film roll. The right pressure can expel the air that follows the film material as it is enrolled, and the greater the pressure applied, the greater the hardness of the winding. Rolling pressure can also introduce tension from the material into the coil. The basic guideline is to rewind with as little roll pressure as possible without ensuring the desired hardness, as winding too tightly can lead to a series of problems such as deformation or blocking the passage of material through the gauge area. The roll pressure must be applied at the inlet of the material winding, the weight of the coil, the quality of the pressure and feed rollers, and the film tension must not affect the roll pressure, and the winding process is steadily reduced to prevent star and nesting problems. Although the applied pressure is constant, it is worth noting that for large diameter coils, more air will still gradually reduce the roll pressure.
The principle of film winding torque
As the rewinding diameter increases, the film slowly tightens, and the hardness of the reel is affected by the torque force applied by the central shaft. When the center curl or surface curl method is used, generally speaking, the tension value of the winding is 25% to 50% greater than the tension when the film has just entered the winding. It then slowly decreases as the diameter increases to a tension value or lower than the tension at the time of entering the winding. When the crimping tension is greater than the tension of the film into the drum, the surface drive will generate or apply a negative torque, as the diameter of the coil increases, the surface drive will gradually provide a smaller braking force until it reaches 0 torque, that is, the winding tension and the film running tension are equal. If the winding tension begins to be programmed to be below the film entry tension, the surface drive will apply a positive torque to balance the higher film entry tension and the lower winding tension.
Although the hardness formation varies from film winder to filmer, the basic principle is the same, and the TNT principle can be used to achieve stable winding. The setting and programming of TNT parameters need to be combined with the design of the winding process, the type of material, the material amount of the winding, the operation speed of the winding and many other factors to choose the most suitable winding process for you.
Recent Post
 How can film slitting machine improve production efficiency? One-button operation + high-speed slitting17. April, 2025
How can film slitting machine improve production efficiency? One-button operation + high-speed slitting17. April, 2025 Ultra-thin films, composite films, metal films – the wide applicability of film slitting machines16. April, 2025
Ultra-thin films, composite films, metal films – the wide applicability of film slitting machines16. April, 2025- From PE to PET: How does the film slitting machine adapt to different materials?15. April, 2025
 Tension control + automatic deviation correction: the secret of the stable operation of the film slitting machine14. April, 2025
Tension control + automatic deviation correction: the secret of the stable operation of the film slitting machine14. April, 2025
 Fully Automatic TTR Slitter RSDS8 Plus
Fully Automatic TTR Slitter RSDS8 Plus Hot Stamping Foil Slitter 1600mm
Hot Stamping Foil Slitter 1600mm Hot Stamping Foil Slitter (4 Shafts)
Hot Stamping Foil Slitter (4 Shafts) Paper Core Loading Machine
Paper Core Loading Machine Semi-Auto TTR Slitter RSDS2 Plus
Semi-Auto TTR Slitter RSDS2 Plus Auto Paper Core Cutter
Auto Paper Core Cutter Semi Automatic TTR Slitter RSDS5 Plus
Semi Automatic TTR Slitter RSDS5 Plus Manual TTR Slitter RSDS2
Manual TTR Slitter RSDS2






 +86 135 9951 7291
+86 135 9951 7291 support@delishgroup.com
support@delishgroup.com +86 135 9951 7291
+86 135 9951 7291 +86 135 9951 7291
+86 135 9951 7291